El galvanizado por inmersión en caliente o en algunos casos GIC es el procedimiento mediante el cual se protegen los tornillos mediante un recubrimiento de zinc.
Las piezas son sumergidas en un baño de metal fundido conformado casi en su totalidad por zinc, a una temperatura superior a los 400°C; éste se une químicamente al acero, creando varias capas con aleaciones de diferente proporción que actúan como una barrera impermeable ante los elementos corrosivos de la atmósfera, ya sea humedad, cloruros o sulfuros.

Barrera Física
Dependiendo del tiempo de inmersión, el recubrimiento galvanizado por inmersión en caliente adquiere tal grosor y dureza que resiste a golpes, abrasiones y soldaduras; protección que no ofrecen las capas de pintura o de aceites.
Protección Electroquímica
El zinc proporciona una protección catódica al hierro o acero ya que actúa como ánodo de sacrificio, es decir que el zinc se oxida o corroe antes que el acero, pero de 20 o 30 veces más despacio.
Autocurado
Al corroerse por el contacto con el medio ambiente, el galvanizado libera hidroxicarbonato de zinc insoluble que tiende a tapar los agujeros o raspaduras que puede haber sufrido el recubrimiento.
APLICACIONES
Los recubrimientos galvanizados poseen una gran versatilidad de utilización, ya que protegen al hierro o acero por el efecto de la corrosión. Sirve tanto para la protección de productos siderúrgicos tales como la banda, el alambre o los tubos, como para la protección de toda clase de piezas o artículos de acero.
Entre los clientes de Galvatek a los que se les ha realizado el servicio de galvanizado por inmersión en caliente, se encuentran empresas líderes que fabrican estructuras metálicas como:
También son candidatos para el galvanizado por inmersión en caliente (GIC) aquellos productos de hierro o acero que serán utilizados en el sector agro-industrial, comercial, doméstico, transporte, arquitectura, mobiliario urbano, señalización e, incluso, arte.
PROCESO
De acuerdo al tipo de producto, se determina la inclinación o arreglo del mismo para ser transportado de etapa en etapa de la galvanización por inmersión en caliente. Puede ser mediante una cadena o en cestas.
Las piezas de acero o hierro son bañadas en soluciones alcalinas para retirar cualquier rastro de grasa, aceites solubles, lubricantes, polvo o suciedad. Después se sumergen en un recipiente con agua para eliminar cualquier residuo de las soluciones.
En esta etapa se utiliza ácido clorhídrico para eliminar las cascarillas de fabricación y cualquier óxido formado en la pieza, con el fin de tener una superficie químicamente limpia. La pieza es sumergida en agua para eliminar el ácido clorhídrico.
El Flux es una sal doble de cloruro de zinc y amonio que protege la pieza de la oxidación tras el decapado, además permite que el zinc fundido se impregne fácilmente sobre el acero o hierro. La pieza es bañada con una solución acuosa que contiene estas sales.
Las piezas sumergidas son introducidas en un foso de secado con aire caliente, previo a la galvanización.
La pieza se sumerge en zinc fundido a más de 400°C. El espesor del recubrimiento será proporcional al tiempo de inmersión.
Este paso se realiza en piezas pequeñas, como tornillos, arandelas, clavos o tuercas, para conseguir una capa de galvanizado con un espesor uniforme que permita que los elementos roscados queden limpios de zinc y puedan acoplarse sin mayores problemas.
La pieza puede enfriarse en agua o al aire, después se perfecciona su acabado al eliminar rebabas, gotas punzantes y restos de cenizas o de sales.
Las piezas con inspeccionadas para verificar que cumplen con las especificaciones solicitadas por las normas vigentes y por el cliente.
Beneficios
- El galvanizado por inmersión en caliente aumenta la vida útil de los productos de 30 a 40 años más que sin el recubrimiento de zinc, dependiendo del grado de exposición.
- Bajo costo de mantenimiento ya que los recubrimientos de galvanizado por inmersión en caliente ofrecen una elevada duración de protección; por el contrario, los recubrimientos de pintura necesitan reacondicionarse periódicamente, lo que constituye una operación costosa.
- No es necesario realizar otro procedimiento extra para proteger el hierro.
- Se puede soldar mediante los mismos procedimientos que se utilizan normalmente para el acero en negro, como la soldadura eléctrica por arco (manual o automática), la soldadura por resistencia, la soldadura por inducción, etc.
- Los bordes quedan protegidos, ya que el galvanizado tiende a reforzar esas áreas de forma natural, en lugar de adelgazarse, como la pintura.
- Se puede pintar para reforzar la duración de la protección en ambientes agresivos; la combinación de la pintura y el galvanizado produce un efecto de sellado a los productos de corrosión del zinc sobre los poros y grietas.
- No daña el medio ambiente, además todos los productos utilizados durante el proceso de galvanizado por inmersión en caliente tienen una ruta de reciclaje especificada.
El proceso de galvanizado por inmersión en caliente, bien efectuado, crea en la superficie de la pieza al menos tres capas de aleaciones de hierro-zinc, con diferente proporción, y una última compuesta en su totalidad por zinc. Las tres capas de aleación, partiendo del acero base, son conocidas como “gamma” (75% de zinc), “delta” (90%), y “zeta” (94%), la exterior sólo se le llama “eta”. El promedio de dureza disminuye entre más zinc tiene la aleación.

La forma de las piezas tiene gran influencia sobre el espesor de la capa de zinc, por lo que es completamente normal que ésta última no sea uniforme en ciertas zonas de la superficie.
NACIONALES
NMX-H-004 .. Recubrimiento de zinc por el proceso de inmersión en caliente para sujetadores y herrajes de hierro y acero.
NMX-H-074… Productos de hierro y acero recubiertos con zinc (galvanizados por inmersión en caliente) especificaciones y métodos de prueba.
NMX-H-127… Método de reparación de áreas dañadas y sin recubrimientos galvanizados por inmersión en caliente.
NMX-H-014… Recubrimiento- zinc- peso del recubrimiento en artículos de acero galvanizado-método prueba
NMX-W-005… Metales no ferrosos-zinc-lingotes.
INTERNACIONALES
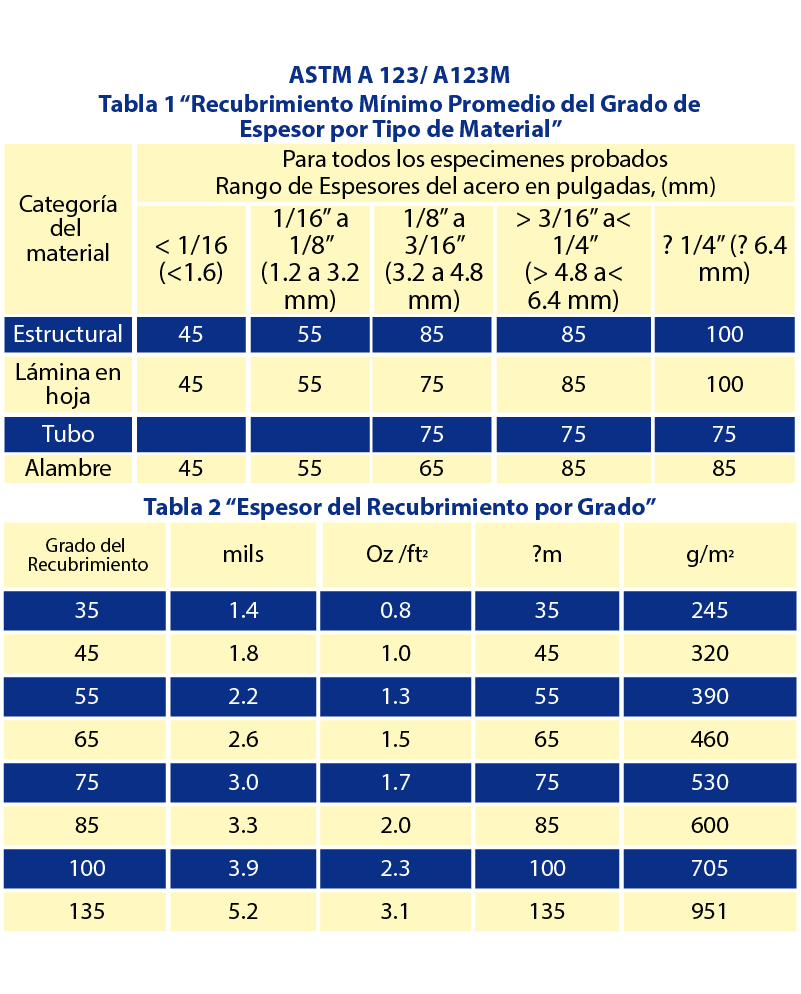
ASTM A123…. Standard specification for zinc (Hot-dip gelvanized) coatings on iron and steel products.
ASTM A153….Standard specification for zinc coating (hot-dip) on iron and steel hardware.
ASTM E 376…. Standard practice for measuring cuating thickness by magnetic-field or eddy-current ( electromagnetic) test methods.
ASTM A780…. Standard pratice for repair of damaged and uncoated areas of hot-dip galvanized coatings.
ASTM A385…. Standard practice for providing high-quality zinc coatings ( hot-dip).
ASTM A653…Standard specification for steel, sheet, zinc-coated (galvanized) or zinc-iron alloy-coated by the hot-dip process.
ASTM A384….Standard pratice for safeguarding against warpage and distrortion during Hot-dip galvanizing of steel assemblies.
ASTM B6…. Specification for Zinc (slab zinc)
ASTM A385… Practice for providing high-quality zinc cuatings (hot-dip)
Entre mayor sea el tiempo de inmersión de la pieza en el zinc fundido, mayor será el grosor del recubrimiento galvanizado y, por ende, su duración. Los productos de hierro o acero galvanizado tienen una vida útil de 30 años en promedio, sin embargo, este periodo puede alargarse o reducirse dependiendo del uso y el ambiente al que esté expuesta la pieza. Por ejemplo, una pieza con una capa de 5 milésimas de pulgada será más duradera que una de 0.2 milésimas de pulgas, sin embargo, soportará mejor en el sector rural que en el industrial pesado.

Para más información con gusto te atenderemos aquí.
Referencia: IndustriaReal